After components are produced at Fox’s California based machine shop, the parts are sent out for anodization (either locally or to Japan), then shipped to the Fox assembly facility in a small town just South of Santa Cruz, CA.
As these components arrive from all corners of the world, random samples are pulled for inspection and walked directly from the receiving area and into the Quality Lab.
In addition to testing individual components, they also pull sub-assemblies to ensure parts are fitting together properly and double check for wear on tooling.
Automated Dyno in the Fox Quality Lab
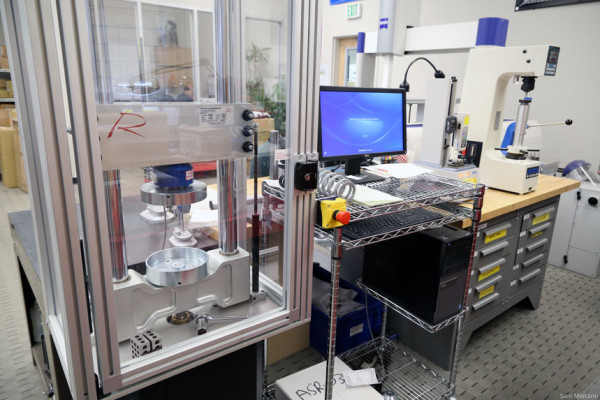
Within this room are over a dozen complex machines utilized for testing materials.

Everything from devices that test for hardness and spring force….
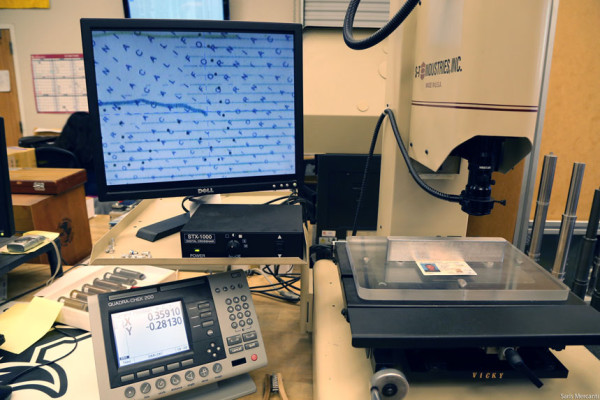
…to those that can inspect minute details, like the fine print on your driver’s license.

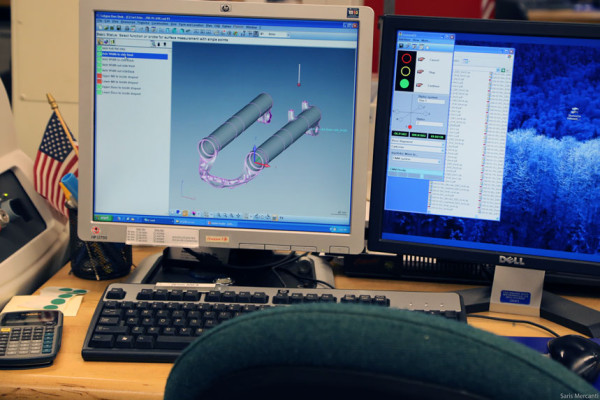
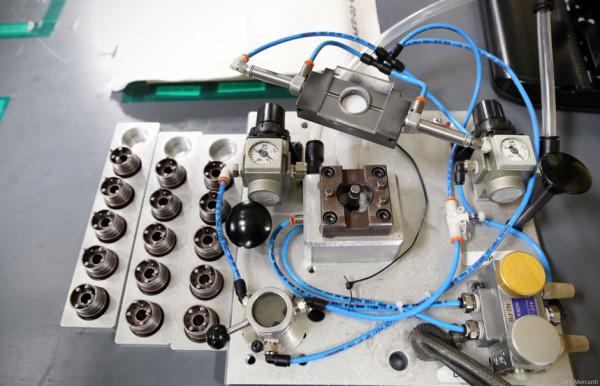
This fixture for example, holds fork lowers in place, so that they can be examined by a Coordinate Measurement Machine (CMM). As the small automated red ball slowly circles the fork lowers, it takes thousands of data points.
These measurements are then uploaded to a computer, so engineers can inspect the critical features.
One example of how the quality assurance team uses this machine is by pullin one in every 1,000 lower leg/bushing assemblies off the production line, to measure how cylindrical a bushing is after it is pressed in, the diameter, etc..

As components clear inspection, they are pushed to floor. There are separate assembly lines for both fork and shock production.
Each of the fork assembly line can be quickly shifted over to accommodate different product lines (e.g. 32, 34, 36). For things like TALAS forks, which have complicated ball and spring assemblies, the company keeps intricate assembly fixtures ready.
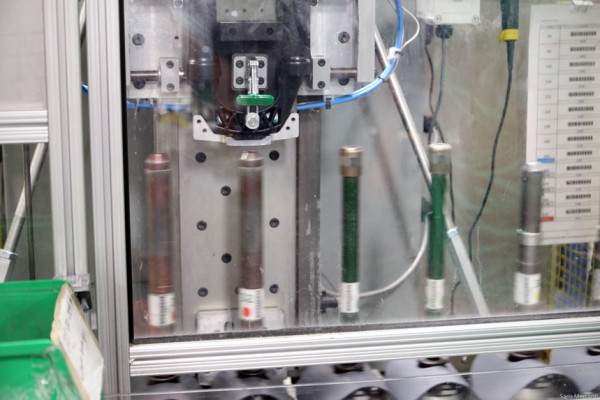
As the fork internals are being assembled, the fork lowers are also prepped.

This machine holds the lowers, while a series of rods install bushings.
After installation, a bushing sizer runs through both bushings, which helps provide more consistent sizing, and reduces break in time.
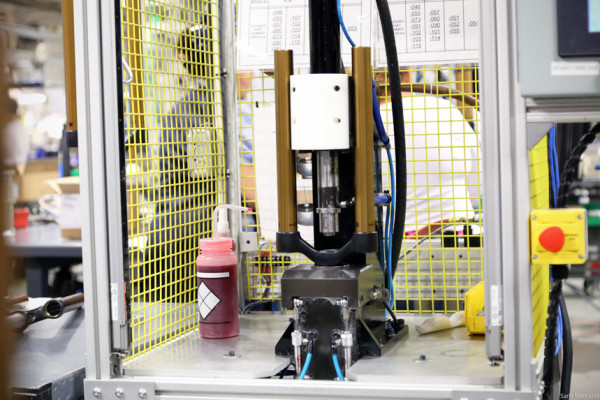
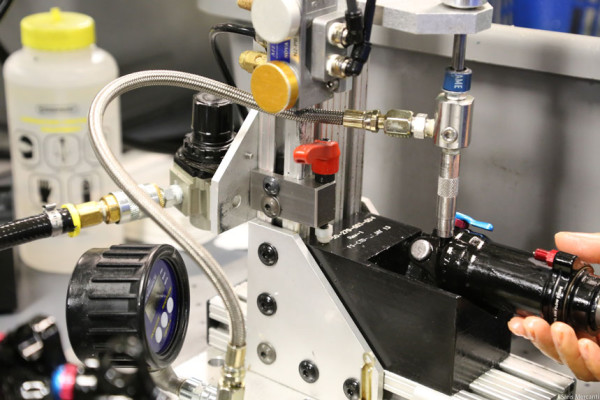
A few feet away, stanchion tubes are pressed into the fork uppers. This machine precisely measures the force used in order to ensure proper fit.
All of the machines used in assembling the fork (bushing/upper tube/steerer tube installer) utilize load cells to measure forces. If they detect a load that is too high or too low, the part is flagged and rejected.

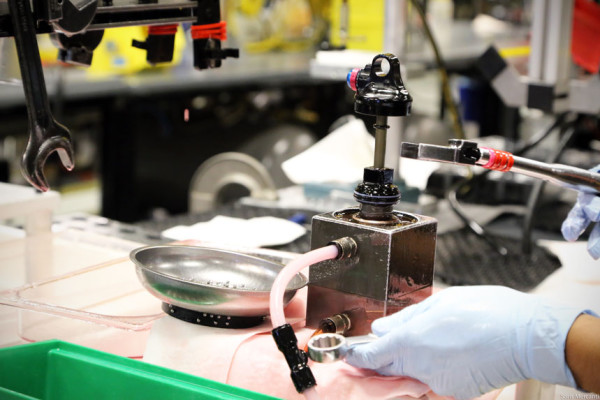
Once all internals, lowers, and uppers go through their final checks, they’re assembled, and a preset amount of lubrication oil is pumped into each fork leg.
A few CCs of oil are also pumped into the FLOAT air spring assembly.

In addition to the meticulously testing at each phase in production, Fox also keeps careful production time studies. On the day we visited, the factory was producing a fork every 64 seconds, but during peak season, the factory assembles a fork every 30 seconds.

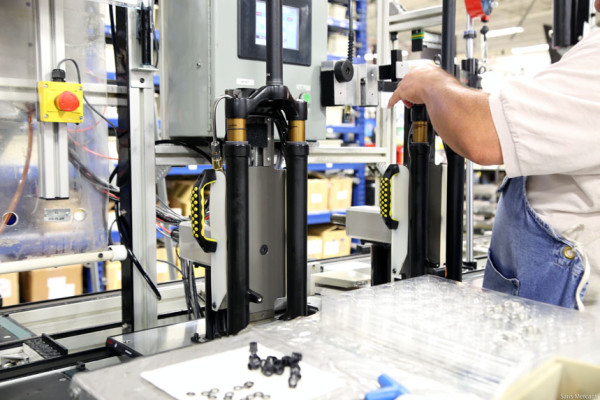
At the end of the fork line, a dyno measures compression and rebound forces to insure that everything from spring rate to the damping curve is working correctly. Every finished fork must pass through this dyno before leaving the factory.

After assembly and inspection, the forks are mounted into special jigs, and stickers are installed.

Can you guess which manufacturer these forks are destined for?

The shock assembly lines are split in two. The first is dedicated to the production of the popular Float series shock, while the other is a “flexible” line that manufacturers everything from DHX to DCRV shocks.
This is how FOX bleeds the oil on a FLOAT rear shock. This ensures there is no trapped air in the damping fluid.
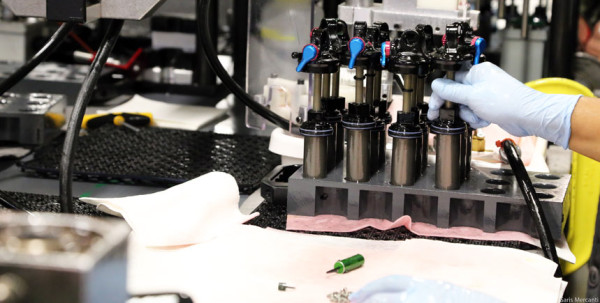
Fox shocks utilize a nitrogen filled chamber to put damping oil under pressure. At this phase of assembly process, the shocks are being staged and prepared for their nitrogen fill.
Once filled, each shock must be pressured checked.

Then comes lubrication…

…and stickering!

Fox also utilizes this facility to build the shocks that are found on the Ford Raptor Truck. Like the bicycle products, each truck shock is placed on a dyno and cycled to ensure everything from compression damping to noise is within spec before being shipped.
In recent years, there have been rumors that Fox had plans to move their production facilities to Taiwan, so after our visit to the machine shop and assembly plant, we reached out to CEO Larry L. Enterlien for comment:
We are in the process of transitioning our bike manufacturing from California and at this time are on track to have 80% of our total mountain bike suspension fork and shock production in Taiwan by the end of 2015. Our Taiwan manufacturing facilities allow us to be closer to our large OEM customers that are in Taiwan, which reduces production lead times and shortens our supply chain. We will maintain some mountain bike production capacity here in Watsonville, CA, predominately for our North American customers.
What does this mean for consumers? Not much. The big advantage to this change is for OEM customers like Giant, who assemble their complete bikes overseas. This new Taiwanese facility will allow Fox to drastically reduce the shipping time to those factories.
The US plant will continue to support brands like Santa Cruz and Niner, who assemble their frames in the United States, as well as produce more of the higher end factory level products that compromise the majority of it’s aftermarket sales.
Fox | Special thanks to Mark Jordan and Jon Bullock for the tour.