
Glancing at the modern carbon wonder bike, there are few if any parts that are still made here in the United States. Among those items are usually things like pedals or chain rings, but surprisingly enough, Fox produces its golden coated bits in the golden state.
The company is headquartered in Scotts Valley, California, a small town just outside of Santa Cruz proper, that can claim its fair share of epic road rides, mountain bike trails, and old growth redwoods. We recently visited their facility to check out their production setup…

While their largest market segment is bicycles, Fox produces components for all sorts of outdoor adventures, including side by sides, trophy trucks, crawlers, and ATVs.

That history is documented in the Fox Factory Museum. There’s enough stuff in there to merit its own story, which Zach has already covered here.

The handles to that doorway and others throughout the building are Kashima coated Fox 40 Stanchions.

The company’s racing heritage is evident throughout the building, and even the chairs in the lobby have world cup pedigree.

The halls are also lined with signed jerseys.

Just a few minutes away from HQ is the machine shop. The walls of the small lobby are plastered in athlete posters, but it’s all business within the actual shop.

Covering roughly 50,000 sq ft, the sound and scale of the space is breathtaking. Materials ranging from aluminum to steel are delivered here weekly.

Just outside of the materials receiving area, bar stock is cut, and stacked
According to Scott Bean, Director of Machining Operations, the cost difference between producing products in the United States versus abroad is nominal, with the exception of one variable – labor. In order to be cost effective, Fox focuses heavily on a lean manufacturing system known as Cellular Manufacturing.
At its heart, the system revolves around grouping similar machines together based upon the flow of production. The machines used throughout the building are multifunctional and automated when feasible, which enables employees to operate multiple devices, and increases their efficiency.
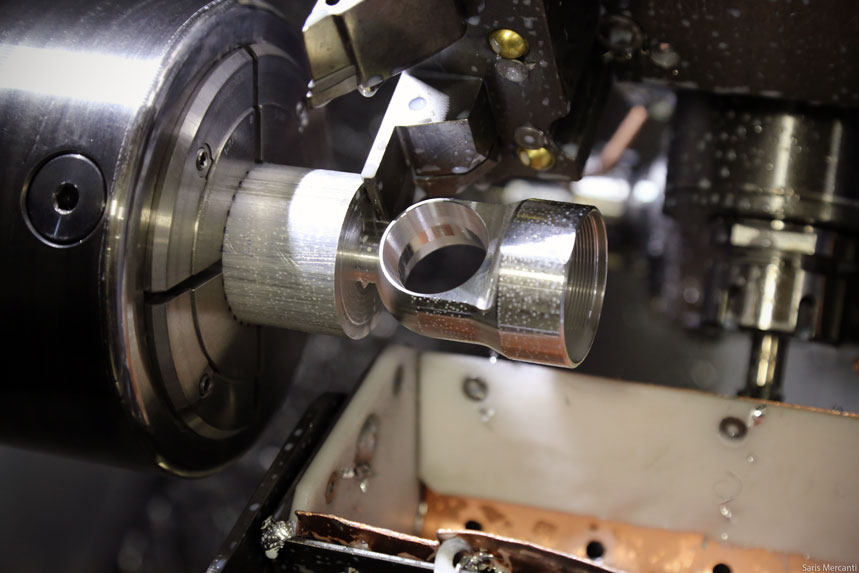
Perhaps the best (and hands down the coolest) example of this manufacturing philosophy is the live tooling lathes. A traditional lathe can machine only cylindrical forms, but a lathe with live tooling also incorporates a cutting tool, which can cut or bore a component.
Using this type of machine for more complicated parts helps Fox cut down the amount of steps and labor required to machine certain components.
A closer look at the live tooling lathe

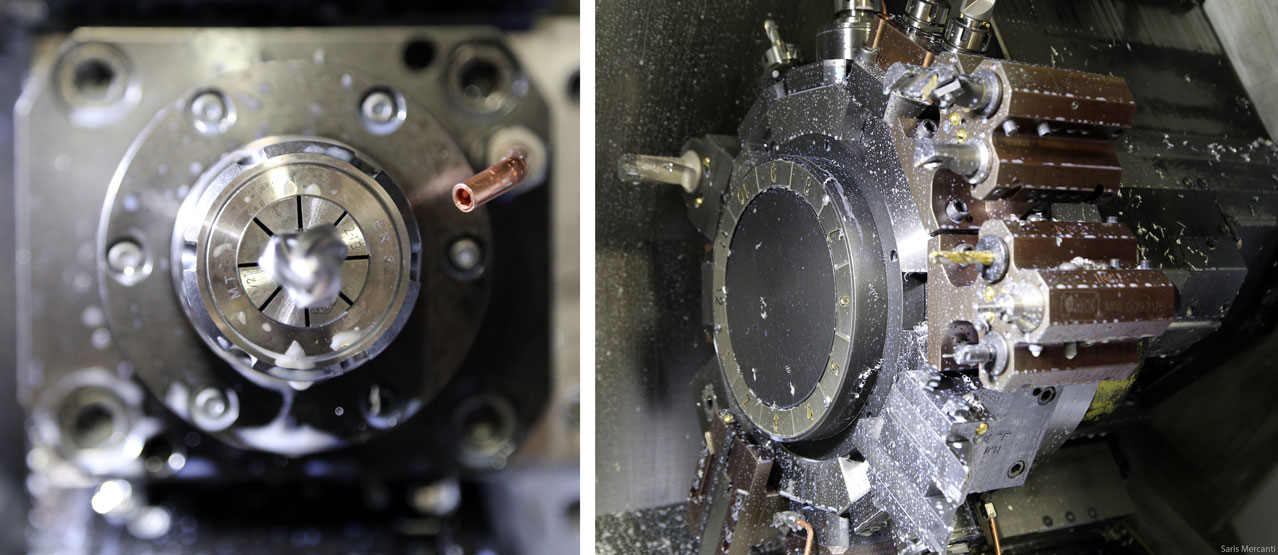
The majority of machines employed throughout the shop have bar feeders, which keep the machines constantly humming. As new components are finished, the pieces are caught and manually finished by the machine operator. This means one person can run both the machine and finish parts, rather than having to batch the two operations.

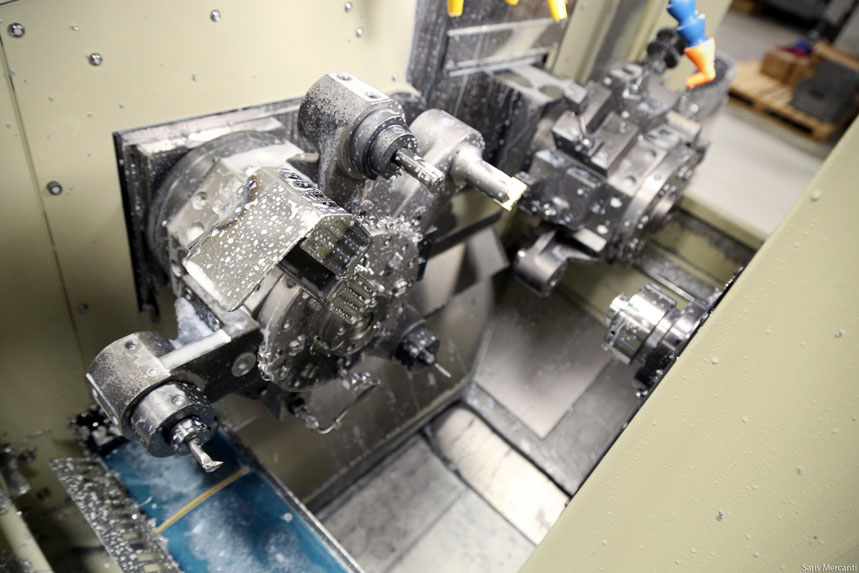
Fox still utilizes traditional lathes where it makes sense, but those components (examples pictured above) require additional milling.
Another piece of #toolporn is this twin turret CNC lathe, which can machine two sides of a part at one time.

To keep the machine running as efficiently as possible, the company carefully forecasts what inventory they’ll require depending on seasonal variances. This allows them to load machines with specific programs, so they can respond quickly to production demands. Since some of the machines require in excess of six hours to load a new program, this type of forecasting helps prevent equipment from running idle.

Fox also employs an in-house maintenance crew to regularly service and repair the equipment.

Despite their impressive machining capabilities, Fox still works with outside partners to forge high volume items like these shock eyelets.
The pieces still require additional machining, but forging helps cut down on total build time.

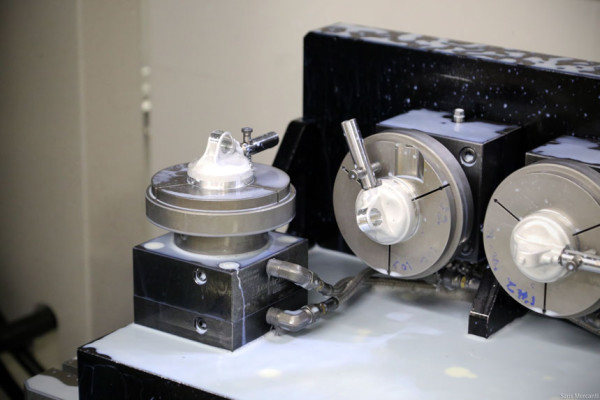
To further save on manufacturing costs, Fox also orders aluminum tube sets for use as shock bodies and sleeves. The items go through an impact extrusion process that takes a puck of soft aluminum and forces it into the appropriate shape. From there, the part is heat treated for hardness.
This process is faster and more cost effective than utilizing bar stock and produces a finished item with a finer grain structure.

Before and after. Can anyone guess what manufacturer these shocks are destined for?

Final processing of the components includes deburring and tumbling.

Throughout this process, items are spot checked. 
Inspectors check for visual irregularities, while others test to ensure items are within specific tolerances.

These items are then packaged and sent out to a local facility for anodization, or shipped to Japan for a Kashima bath. From here, these various components go on a twenty minute ride across town to the Fox Factory, where they are hand assembled and packaged for delivery to OEM customers and consumers.
Stay tuned for Part Two later this week, where we check out the final assembly process.
Fox | Special thanks to Mark Jordan and Scott Bean for the tour.