
Velocite has launched a new brand called Venn Composites to produce rims unlike anything we’ve seen before. There are two models, one using a filament wound construction and one using a continuous fiber construction to eliminate seams and misaligned patterns. We’ll start with the filament wound version:
The traditional method of making carbon fiber rims involves cutting pieces from a sheet of woven or unidirectional carbon, laying them into or over a mold, and layering those pieces in precise positions and directions to create a rim. It’s then pressed inside an outer mold, heated and cured, and then out comes a mostly finished rim.
Filament wound rims, however, pull carbon tow straight off the spool, run it through the resin and wrap it tightly around a mandrel in one continuous fiber. The strand is under constant tension, and it’s always wrapping itself in the exact spot it needs to be.
The benefits of this design are numerous. For starters, it’s mostly automated, so it’s consistent and perfect from rim to rim. Second, there’s no adverse angles to the carbon strands. Anytime a fiber is bent too severely, it creates a weak spot, and since nothing is woven on the body of the rim, there are no fibers being crimped around one another. Then there’s the efficiency. Not only are labor costs lower, material costs are, too, since there’s no scrap being cut away from carbon sheets.
From a rider’s perspective, it creates a stiffer rim that might just end up being less expensive, too…
The graphic shown here is a generic example of the filament winding process, but it’s not representative of how they’re doing it exactly. The actual process is something Velocite CEO and R&D director Victor Major isn’t willing to divulge, but it’s similar…for the body of the rim. The rim bed and brake walls are constructed in a separate mold, and then the bead hook is machined out in a process similar to current production methods used by Reynolds and others. But, the way the rim bed is made is mostly automated and uses another process they’re not quite ready to make public.

The body of the rim is filament wound and then co-cured to form a permanent, molecular bond with the rim bed piece to create a single piece. Major pointed out that it’s not just two pieces glued together, that the process actually creates a single piece.


The filament wound rims are called REV 35, and they’ll offer three versions: Disc brake-only clincher, rim brake clincher and rim brake compatible tubular. Basic specs are:

The measurements are depth x external width, so yes, they’re wide, measuring in at a massive 28mm outside width. Major says that’s the widest they could possibly go and fit into a standard road rim brake. He says they went so wide because it needed that girth to make for proper aerodynamics on such a shallow rim.

He also says they’ll work with standard 22mm wide road tires, and a 22 or 23 (shown above) provides the best aerodynamics because it gives those size tires a nice, round profile that flows smoothly into the rim’s sidewall. Of course, you can run 25 or wider tires, too, as is popular these days, and any of the 700c rims work just fine as 29er XC rims, too. Inside width is 19mm hook to hook.
The clinchers are all tubeless compatible, using a shape that locks the bead into the side of the rim. These REVs are a bit wider than the Velocite 50’s that we covered earlier, so the inside profile was changed slightly to allow the tire to properly seat itself, but it’s very similar.
The other new design is called Continuous Tangent Layup, or CTL. It is a separate process entirely and is a handmade rim. They use the same rim bed piece as the filament wound rims, but the body is completely different. From the outside, they look similar to other hand-laid carbon rims, but in reality they’re far from it. Rather than using multiple sheets of carbon laid into a mold to form the shape, the CTL uses a single, continuous piece of carbon that’s preformed in the rim’s shape. Multiple layers of these pieces are placed on top of each other to form the complete rim. You won’t find any seams on these rims.
From a performance standpoint, Major says they’re within 1-2% of the stiffness of the filament wound rims.
The Alter is worth calling out in that it’s 26mm wide (outside) that’s made specifically for wide tires. But wait, you say, there are plenty of wide rims out there now that everyone wants to run wider tires. Yes, but Major says what separates these is the rim profile. It’s a U-shape with flat sides, making for a very strong rim that doesn’t sacrifice stiffness or strength for aerodynamics. Since they’re made to run wide tires, those tires would destroy the aerodynamics anyway, so the shape is optimized for the task at hand. And at 405g for a tubeless-ready road-or-mountain (700c or 29er) clincher, that’s respectable.
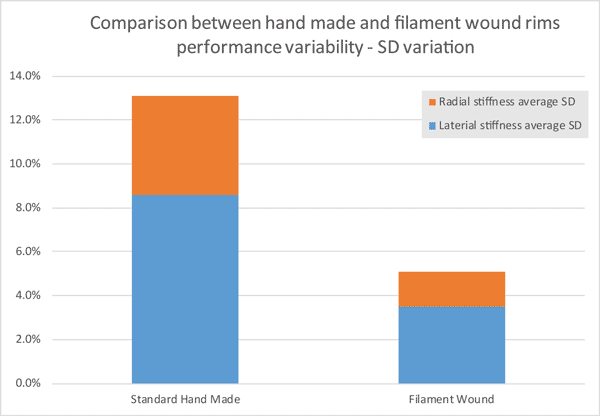
Beyond the stiffness mentioned above, the benefit is massive manufacturing efficiencies. For CTL, Major says the labor costs are higher up front, but once the preforms are made, they can more reliably produce rims that meet spec. Translation: Sellable yield is higher because there are fewer rejects, so the net cost for CTL rims is very close to standard layup rims. And it’ll be stronger. Not necessarily lighter (he says it’ll be about the same), but all else being equal, it’ll be stiffer both laterally and radially.
And for the filament wound rims? The yield is much higher and there are very, very few rejects. The entire process is highly accurate, so virtually every rim is within spec, and at a much higher consistency from rim to rim than with traditional layup methods. There’s also no waste, since only the material needed is pulled from the carbon tow spool – no more, no less. The best part? Because there’s less labor and less material costs involved and it’s faster to manufacture, the net cost will be slightly less than traditional layup rims. So, better rim quality
Oh, and the filament wound rims are roughly 3-4% lighter than CTL, and this is just the first generation design.

When will you see these? Well, we’ll see them at the Taipei show later this month and get a closer look at the construction (Major says there’ll be cutaways!). As for retail availability, that’s depends on who picks up the technology. The current plan is leaning toward doing OEM manufacturing of these rims for others, and word is he’s already received sample requests from a few wheel companies. We’ll report more from the ground in Taiwan soon…