
Bridge Bike Works isn’t just any bicycle startup. Rather than design something and outsource the engineering, manufacturing, painting, and assembly, they opted to create all of that capacity in-house, in a brand new factory.
Based in Toronto, Canada, BRIDGE has been quietly building, testing, and iterating on the design for their first model, the Surveyor all-road bike. With a healthy recruitment of former Cervelo engineers and seasoned designers to the founders’ deep experience in cycling retail, distribution, fitting, and building, plus manufacturing and composites industry knowledge, they’re close to launch.
I visited their headquarters and factory to see how they’ve put it all together…

The most impressive way to enter isn’t through the office doors. There, you’ll find the usual sectioned-off rooms, desks, and computers.
The better way is for them to roll up the double-sized delivery door and reveal the impeccably clean workshop. They’ve assembled a small machine shop with a HAAS CNC vertical mill as the powerhouse, and other machines and tools including presses, bandsaws, manual mills, and even a small CMM (tolerance validation station) table.

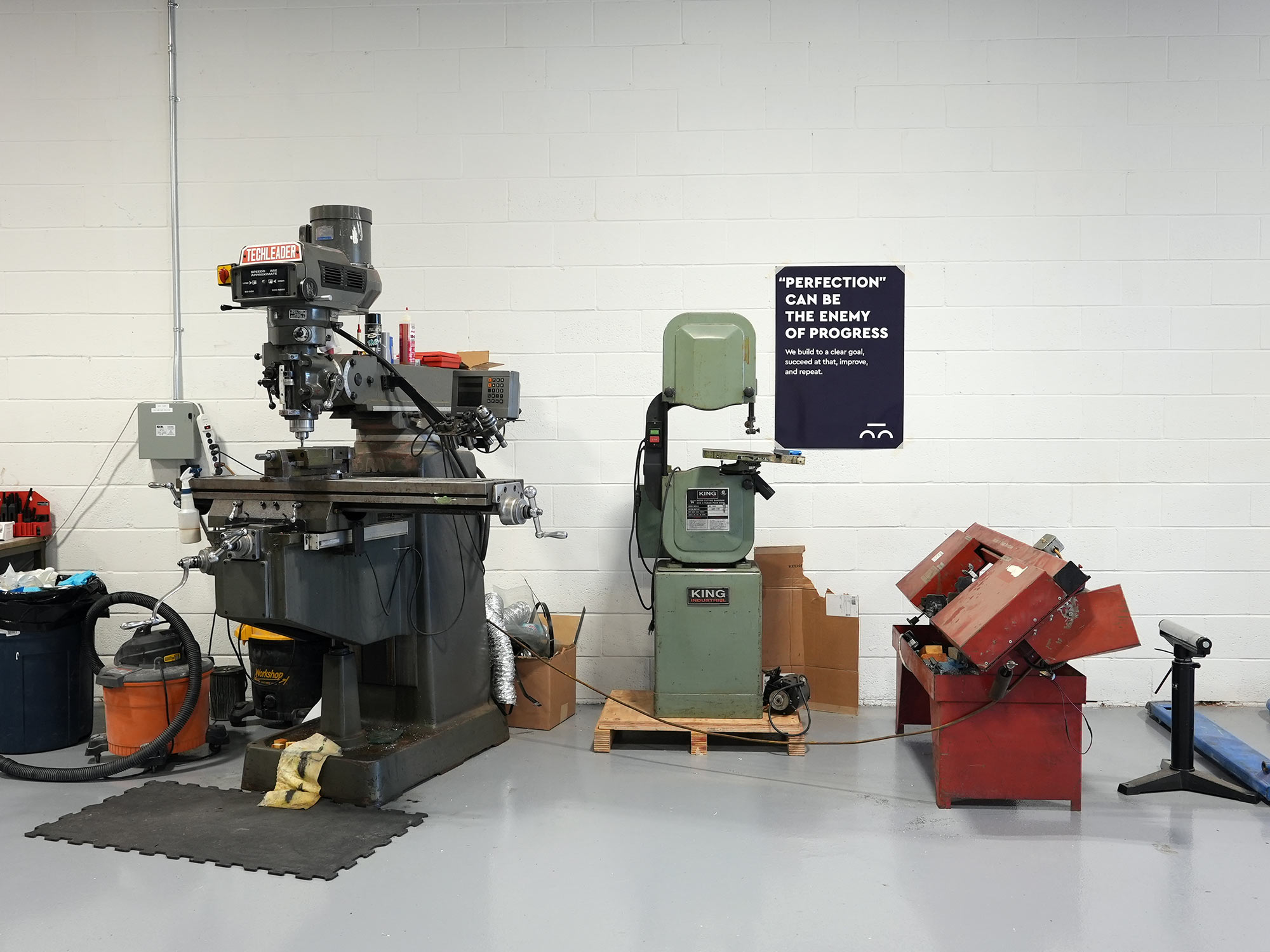
The machinery, well researched and scavenged off the secondary market to preserve capital, allows them to receive raw aluminum bar stock and machine it into the molds, inserts, mandrels and tooling needed to produce the carbon fiber frame tubes and joints on site.

Pre-preg (short for carbon fiber that is impregnated with epoxy) rolls in the same bay door and goes straight into the freezer until it’s needed.
At room temperature, the resin inside the raw carbon sheets will slowly cure -first it will soften and get tacky, then harden and become unusable- so it’s stored at -20ºC (-4ºF) until it’s needed.

The sheets are cut into smaller shapes on this Autometrix cutting table inside an even cleaner room. This room is kept air-tight with sticky mats at the entrance to pull any dust and dirt off the bottom of your shoes as you walk in.
It’s also climate controlled, so they pull the carbon rolls in here overnight to soften to the right level for cutting the next morning. If it gets too warm and tacky, it can’t really be cut or assembled properly, so this lets them stage it.
The CNC cutting table allows for precision shapes as well as optimizing material usage. All scraps are saved to them be used as chopped carbon fiber for their dropouts.
After the carbon is cut into the necessary pieces, it’s kitted in batches and put back in the freezer so they can pull out just what’s needed to make a part. Or, it goes straight over to the tables to be wrapped around a mandrel or bladder if they’re ready for production.
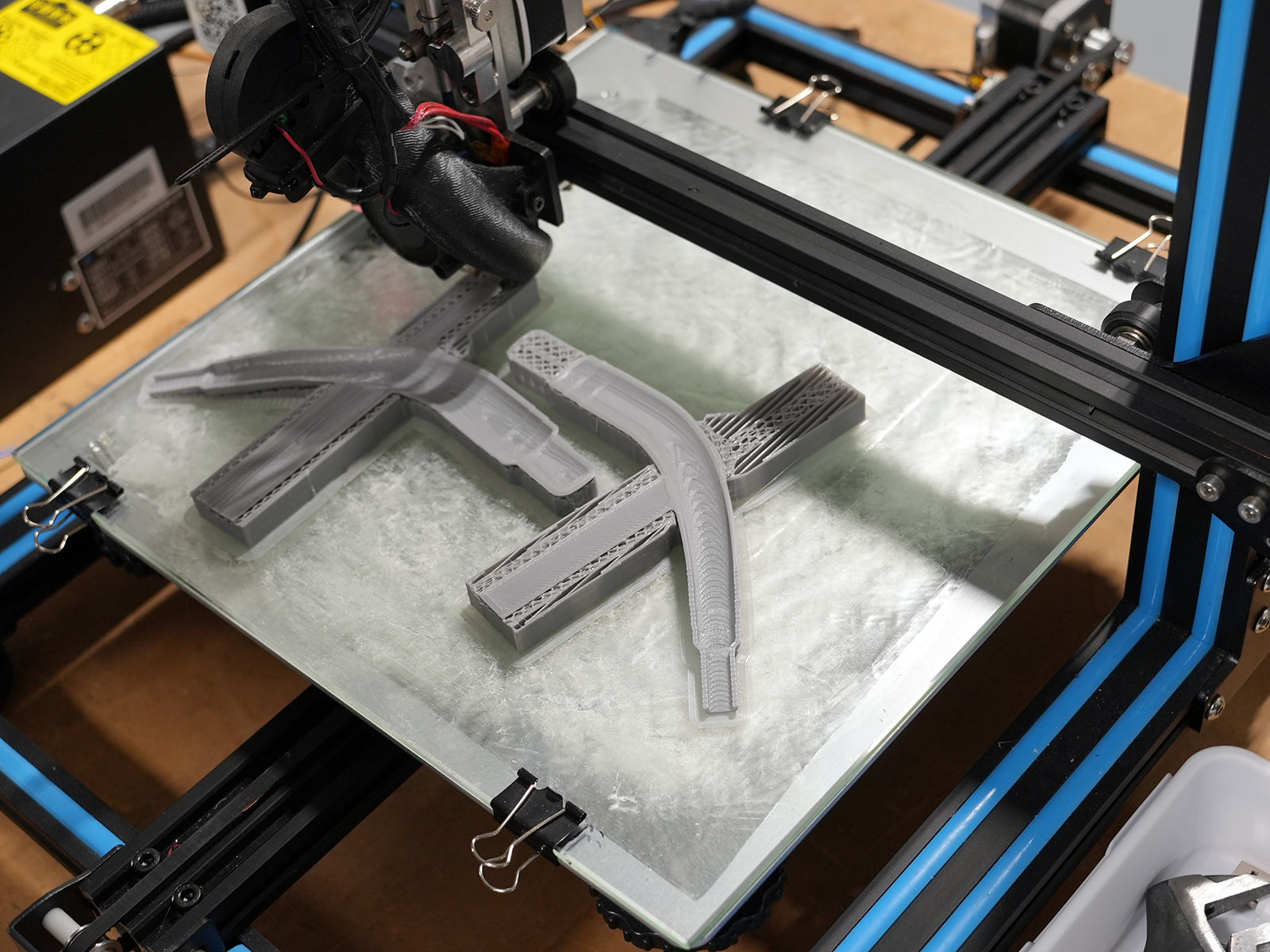
3D printers form the mandrels that the pre-preg is wrapped around, as well as laminating guides (shown above and below). They also 3D print parts and some tools prior to making them in metal, “de-risking” some of the product development.
Not only could this let them offer custom geometry in the future, it makes it really easy for them to tweak the designs and test new shapes and layups during development. It’s also much faster and cheaper than outsourcing it or making them out of metal.
For complicated parts like the headtube, BB, and seat/top tube junctions, these 3D-printed pre-forms or mold guides are used to assist the laminators. With a filled up latex bladder, the laminator can wrap pre-preg around it and generally make the shape of the part.
However, rather than using a 200+ pound mold, these forms make it easy for their composites specialists to work with and ensure the proper fit into the actual mold. Once all the carbon is laid up, the bladder is then emptied and the bladder and laid-up carbon are placed into the mold. Air is then pumped into the bladder to provide pressure onto the mold haves and the mold is placed into a heated press.
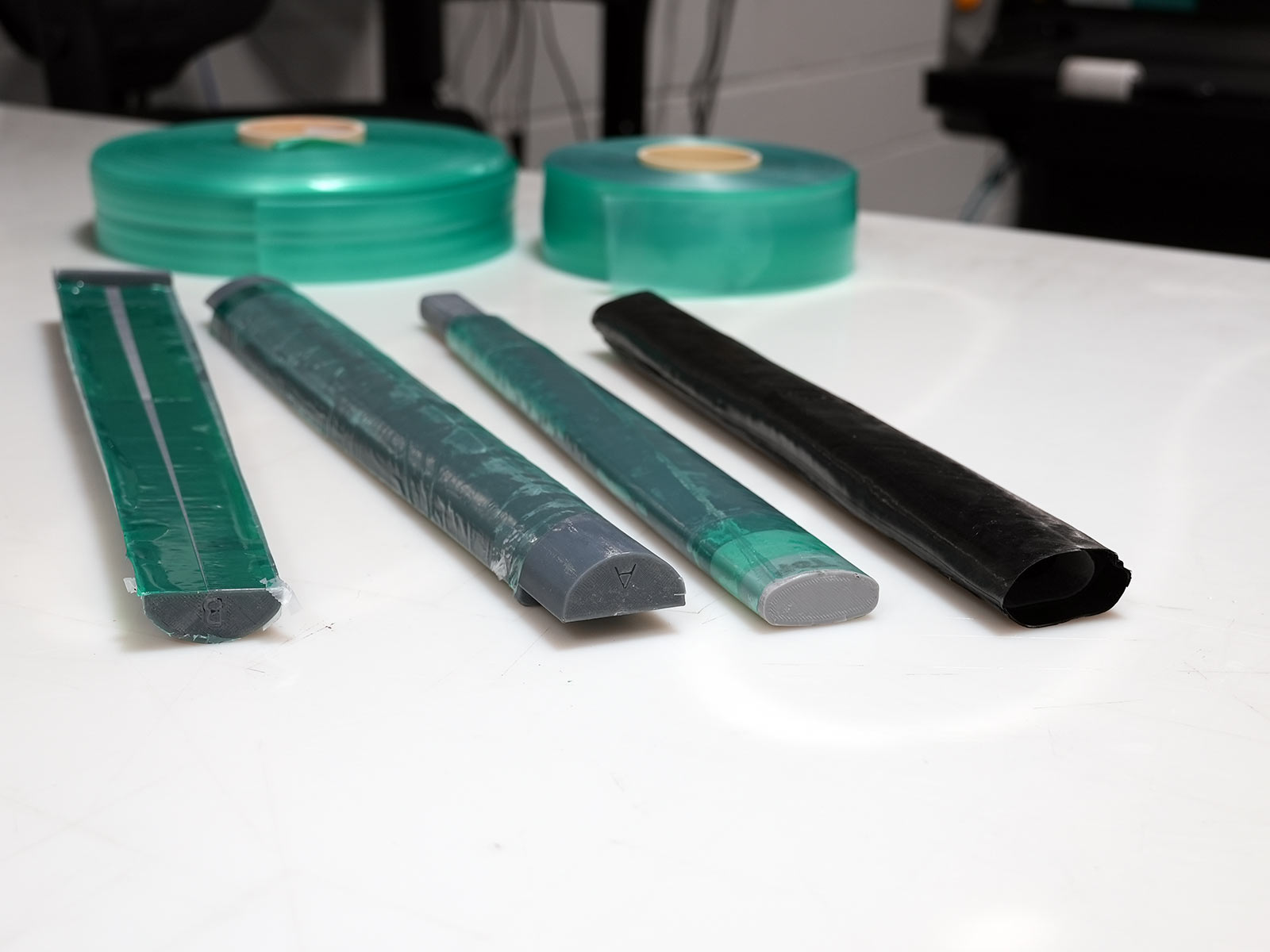
For straight tubes, The mandrels are wrapped with a non-stick film, then wrapped with carbon. This lets them easily slip the mandrels out after the tubes are molded.
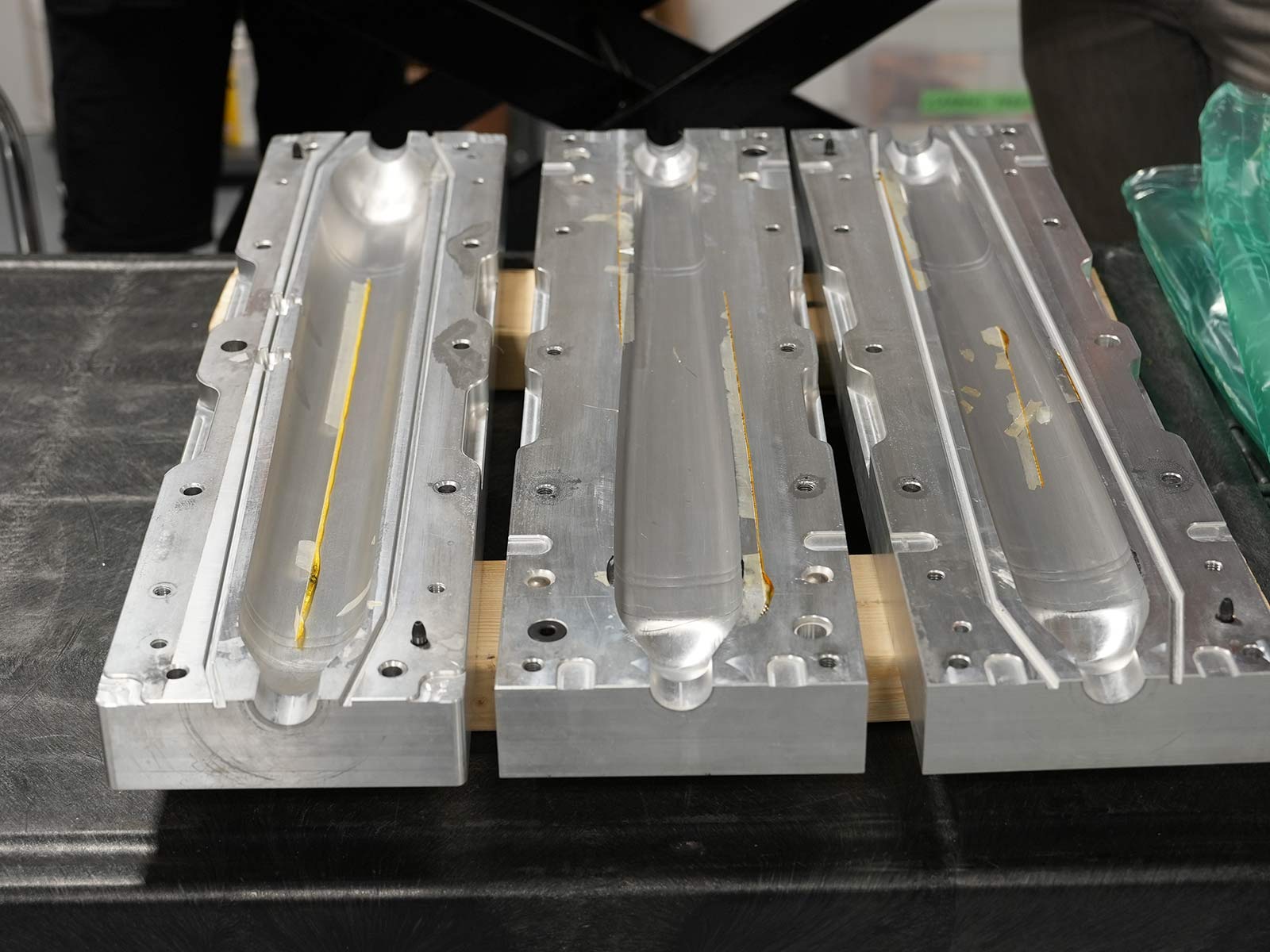
Once prepped, the tubes and joints are placed inside the molds and air tubes are run to inflate a bladder and press the carbon outward, which is essential for comparing the carbon to shape it and effectively make all the layers one piece.
Small slits called resin channels give the excess resin somewhere to go, which ends up as “flashing” that’s just sanded off after the tube has cured.
The tool, or mold, is then put into a heat press, where pressure and temperature are controlled to warm and melt the resin while all carbon layers are compacted to create a solid piece.
Note how much open space there is in their factory. As they grow, they can simply add machines to increase production volume. They may even open up production for other brands (years from now) who want to move some or all of their carbon bicycle manufacturing to North America.
Bridge is even making their own forks for the Surveyor, which they’ll also offer to other frame builders.

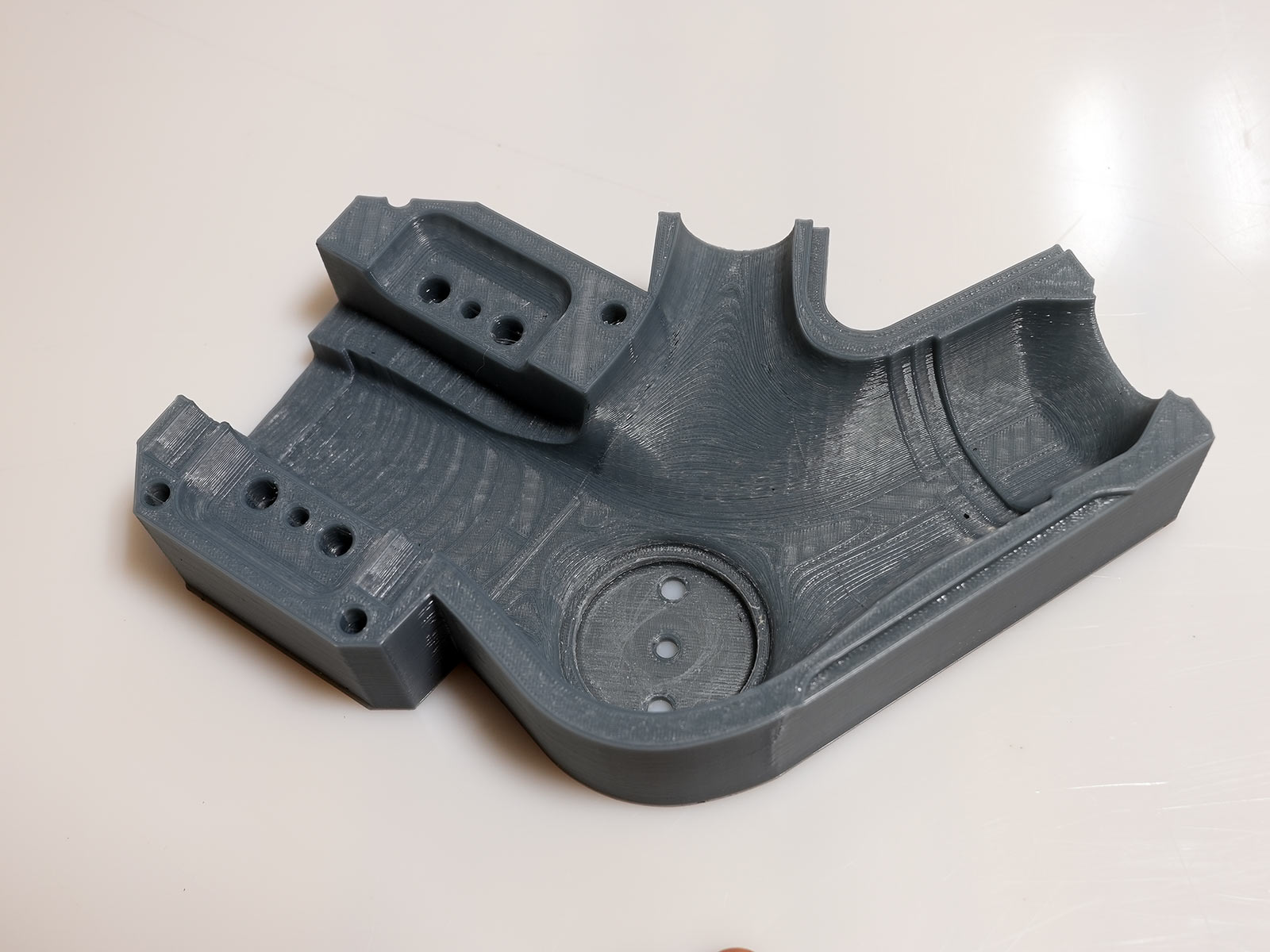
The parts are impressively smooth inside and out. The design of the parts lets all of the tubes be sleeved together, then bonded and overwrapped to connect them.
While this isn’t as lightweight as a one- or two-piece monocoque frame, it offers several advantages. First, they can produce fewer unique main tubes, simply trimming them to length to fit the various frame sizes offered. So, fewer production and tooling parts saves time, money and space.
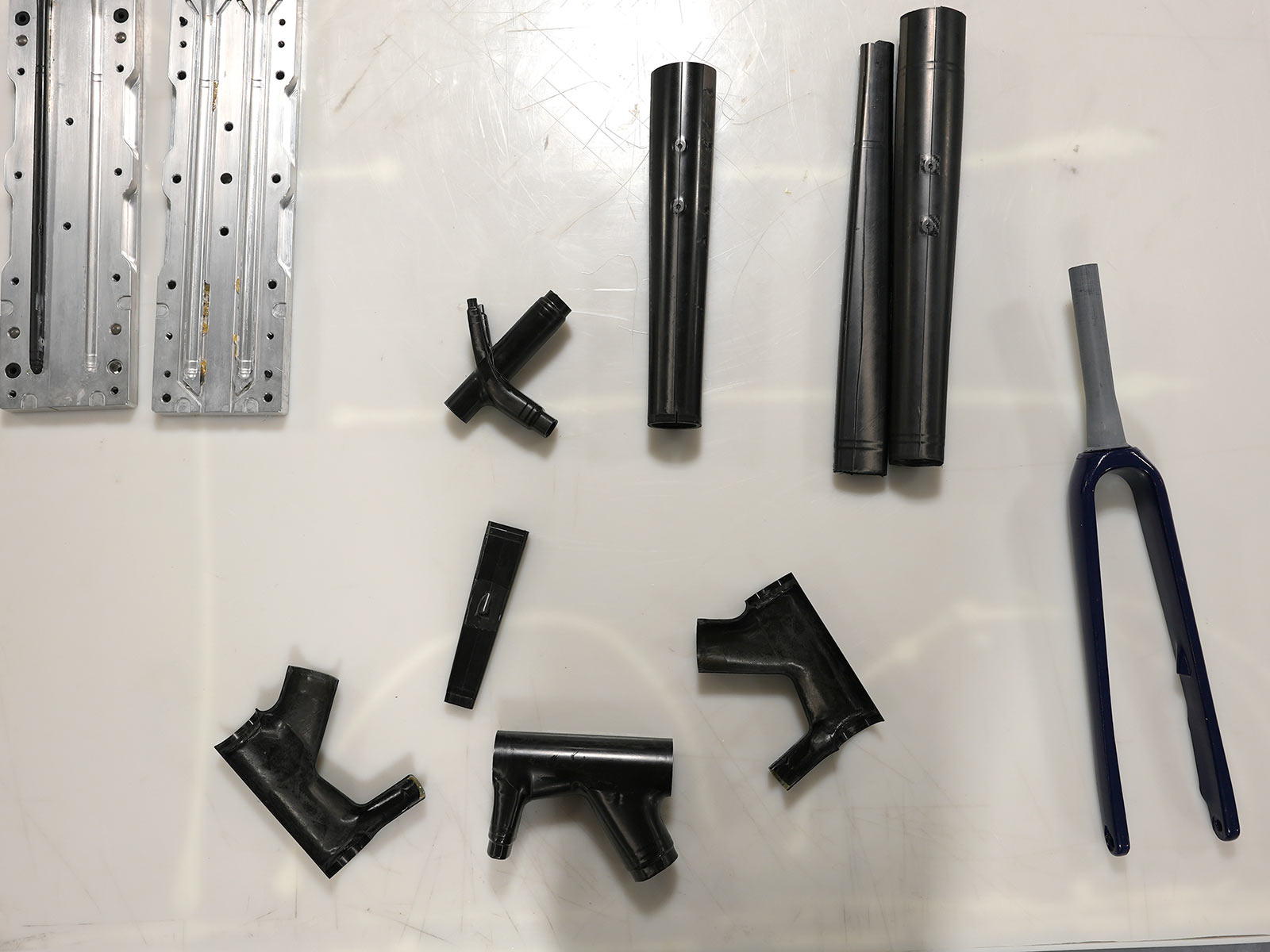
Second, and more importantly, it lets them use the best possible manufacturing method for each particular part without having to compromise anywhere.
Headtubes, bottom bracket junctions, etc., are best molded with a custom designed bladder because it can expand inside to properly fill the more complex shapes. Straighter tubes like a downtube or head tube can easily be made with solid mandrels that can be slid out after laminating and replaced with a specific diameter bag for proper compaction.

Once all the parts are made, they’re put into this Benchmark framebuilding jig for assembly. These jigs dial in all of the necessary geometry details for each size. Bridge has also created custom parts to index each critical tube to ensure perfect alignment at every step.


After tubes are overwrapped with carbon, each joint is wrapped with a vacuum bag and/or compression tape and put into an oven to compress and cure them to create the frame, but it’s not finished yet.

In the back corner are two sealed chambers with doors made of filters. On the left is the paint booth, and on the right is the cutting and sanding booth.

A massively oversized Duroair system pulls air out of the rooms (hence the filter-screened doors to let fresh air in), keeping all dust and overspray out of the facility. It even UV cleans and charcoal filters the air, so workers are breathing fantastically clean air and they don’t have to worry about capturing all of the expelled air.
Once the complete frame comes out of the oven and has finished cooling and curing, the now completely functional frame needs to be prepped for paint. The overwraps are filled with top-end aerospace grade filler and sanded smooth before going into the paint booth.

They also have an autoclave, which isn’t in use… yet. They say it could come in handy for future component production.
For now, it just looks cool.

Their impact testing jig let’s them test frame sections for two main ISO 4210 standards: Falling Mass, and Failing Frame. These tests are critical to pass for safety and to insure it’s up to standards before sending out frames for more comprehensive lifecycle testing with a third party.
For this test, a very rigid metal fork and having the top- and down-tubes both locked into place, it puts virtually all of the force from a falling weight into the headtube. If it passes tests like this, there’s virtually no way that same force could actually break the frame while riding, where there’s fork flex and human flex taking up more of the impact forces.
The key for most of these tests is that things won’t catastrophically fail under a hard, blunt impact. And they’re usually measured at forces that would probably eject you from the bike before it broke anyway.

Here’s their first rideable test bike. Cables are taped outside the frame here, but will run fully internally on production bikes. They’ve put a wide variety of riders of all skill levels and sizes and shapes on it to get different feedback that’s gone into refining the layup.
This prototype has already been ridden several thousand miles, with rider feedback sent to the design and engineering team for refinements that have gone into their next round of preproduction testers.

Here’s what the finished product will look like, with several component builds and options available. Choose from pure road to more gravel-focused builds, taking advantage of their 40mm tire clearance (which they say is close to industry leading for a “road” bike). Check the full tech details in our launch post to see all the little details.

They’ll offer five colors, all of them painted with Cerakote…which is an interesting part of the development process in itself.
They say a complete Cerakote paint job will only add 60g, versus an average of 150-200g (or more) for paint. And it’s tougher and longer lasting, and potentially even more eco-friendly. But they’ve been working with Cerakote for a while to get the formula right, testing base coats, and more.
![]()
This painting in the foyer illustrates the logo. While it resembles a bike, too, it makes sense of the name Bridge…and is a pretty killer piece of art painted by a BRIDGE customer.
Want to hear more about their business and bikes? Listen to my podcast interview with the founders, and pre-order your frameset or bike on their website to get in early. BRIDGE expects production bikes to be rolling out of their facility in October 2022!